皆様こんにちは。2023 Miss SAKE 岡山 中島咲希です。
霜柱が地面を覆う、冬の深まりを感じさせる1月下旬。この季節特有の冷え込みが味わい深い日本酒を生み出しています。そんな中、2023 Miss SAKE 岡山 中島咲希、準グランプリ 柴田京香、吉富香織、ファイナリスト難波雛子、桑田雅代が嘉美心酒造様にて日本酒の製造に参加いたしました。
本プロジェクトは、嘉美心酒造株式会社(代表取締役社長 藤井進彦様)のご協力により、2023 Miss SAKE 岡山が田植えをした圃場から収穫した酒米で醸した日本酒の製造・販売を行います。 Miss SAKE 岡山による田植えを通じて、日本文化の核である日本酒のPRと、全国的にも引く手数多の人気酒米『山田錦』の一大産地である岡山県を広く発信いたします。
クラウドファンディングのページはこちらから↓
岡山発!初心者も玄人も一緒に乾杯。 伝統と革新のスパークリング日本酒に挑戦!
(https://camp-fire.jp/projects/727139/preview?token=31ljr4iu&utm_campaign=cp_po_share_c_msg_projects_preview)
前回(https://www.misssake.org/kamikokoro-2023misssake-okayama/)に引き続き、嘉美心酒造さまにて日本酒造りを行ってまいりました。
どういった内容を行ったのか、工程を紹介しますね。
出麹
麹菌を振りかけ、床もみを行った麹は約48時間後に出来上がります。出来立ての工事は発酵が進んでとても暖かい状態です。こちらに風を吹きかけ、温度を下げます。このように麹の温度を下げ、酒造りに使うために麹室から出していくこと、またその作業を出麹と言います。
出来上がったばかりの麹の表面は床もみをしていた時とは打って変わって、うっすらと雪が積もったようです。この麹の中に蓄積された酵素類がお米のデンプンを糖類に変えてくれます。この糖を酵母が食べることでアルコールができます。


酒母造り
酒母造りは、アルコール発酵を行う酵母を大量に培養する工程です。麹と水、そして酵母をタンクに入れて、じっくりと培養していきます。今回私たちは「東京農業大学バラ酵母PM-1(通称 花酵母 プリンセスミチコ酵母)」を使用することにしました!「プリンセスミチコ酵母」は、嘉美心酒造五代目 藤井進彦様の母校である東京農業大学 醸造科学科によりその花から分離された酵母で、「東京農業大学バラ酵母PM-1」として東京農業大学OBが経営する蔵元のみ使用する事が可能な酵母となっています。
嘉美心酒造様では初めてチャレンジする酵母ですが、「華やかな香り」「フルーティな味わい」が期待できる酵母で、日本酒になじみのない方への入り口としてぴったりと考え選定しました。
工程の順番の関係で、酒母造りはできませんでしたが、培養中の酒母のタンクを見学させていただきました!嘉美心酒造様では現在複数の酵母を使用されており、その酵母ごとにタンクの部屋を分けられています。覗いてみるとぽこぽこと音がして、何とも言えないいい香りが漂ってきました。

三段仕込み
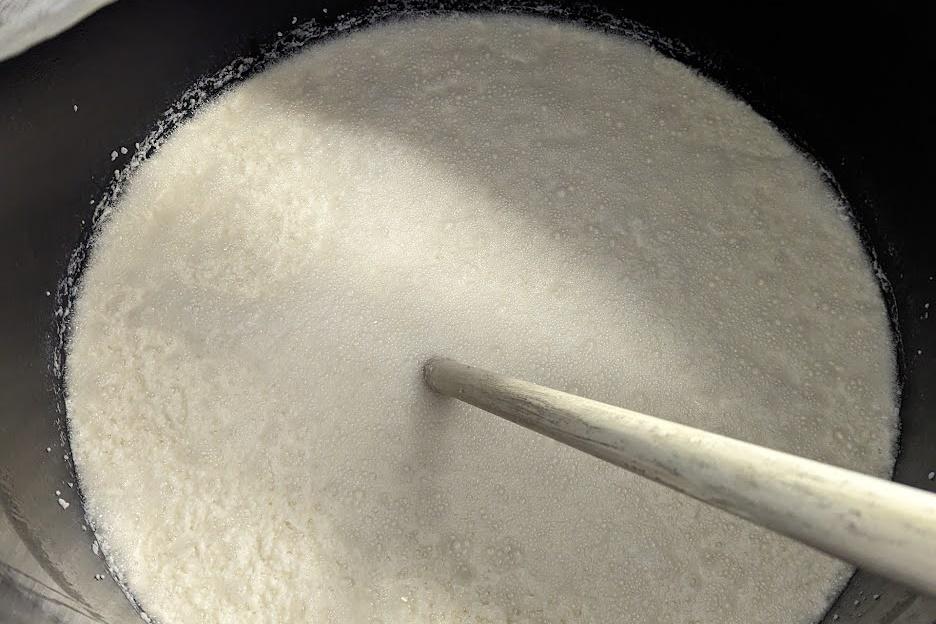
いよいよ「醪(もろみ)」を作っていきます!できあがった酒母に麹、蒸米、米を加えて発酵させる工程です。ですが、この時一気にすべての材料を加えてしまうと、酵母菌の増殖が間に合わなくなったり、酸性を保てなくなったりして雑菌が繁殖する恐れがあります。それを解決するために、発酵の様子を見ながら数回に分けてゆっくりと発酵させていきます。一般的にはこれを3回行うので「三段仕込み」と呼ばれ、それぞれ初添(はつぞえ)、仲添(なかぞえ)、留添(とめぞえ)といいます。初添と仲添の間には何もしない踊りの期間があります。
仕込みに行った日仲添の日でした。嘉美心酒造様では、大量に作るお酒は、エアシューターで麹と蒸米をタンクに飛ばすそうですが、私たちが作るお酒の量は少量のためエアシューターが使えず、麹と蒸米を担いで二階にあるタンクまで階段を何度も何度も往復しました!へとへとになりましたが、美味しいお酒のため、一生懸命頑張りましたよ。酒造りの大変さを身に染みて感じる体験となりました。
麴と蒸米を投入すると、櫂入れを行います。長い棒を持ってお酒のタンクをかき混ぜる、よく見る映像ですね。下にたまったお米を撹拌するために、しっかりと腰を入れてかき混ぜます。大きなタンクになればなるほどお米とお水の量が増えるので大変です!
三段仕込みが終わるとじっくり低温で発酵させていきます。つぎの上槽(搾り)は2月半ばの予定です。どのようなお酒が出来上がるかほんとうに楽しみです!




打合せ
酒造りの合間にクラウドファンディングの内容、ラベル、瓶の色、リターンの内容、お酒の金額など、いろいろなことを話合いしました。特に3日目にはラベルメーカーの担当者の方を呼んでいただき、ラベルに使用する紙質や、箔押しの種類、使用するフォントなどを決めました。実際の紙を見て実感がわいてきたことで、話し合いは大いに盛り上がりました。実に三時間、皆で喧々諤々の協議を行い意見のすり合わせを行いながら最終的にラベルのデザインが決定しました!デザイン案が出るたびに印刷してイメージを作ってくださった山下部長には感謝の言葉しかありません。本当にありがとうございました。
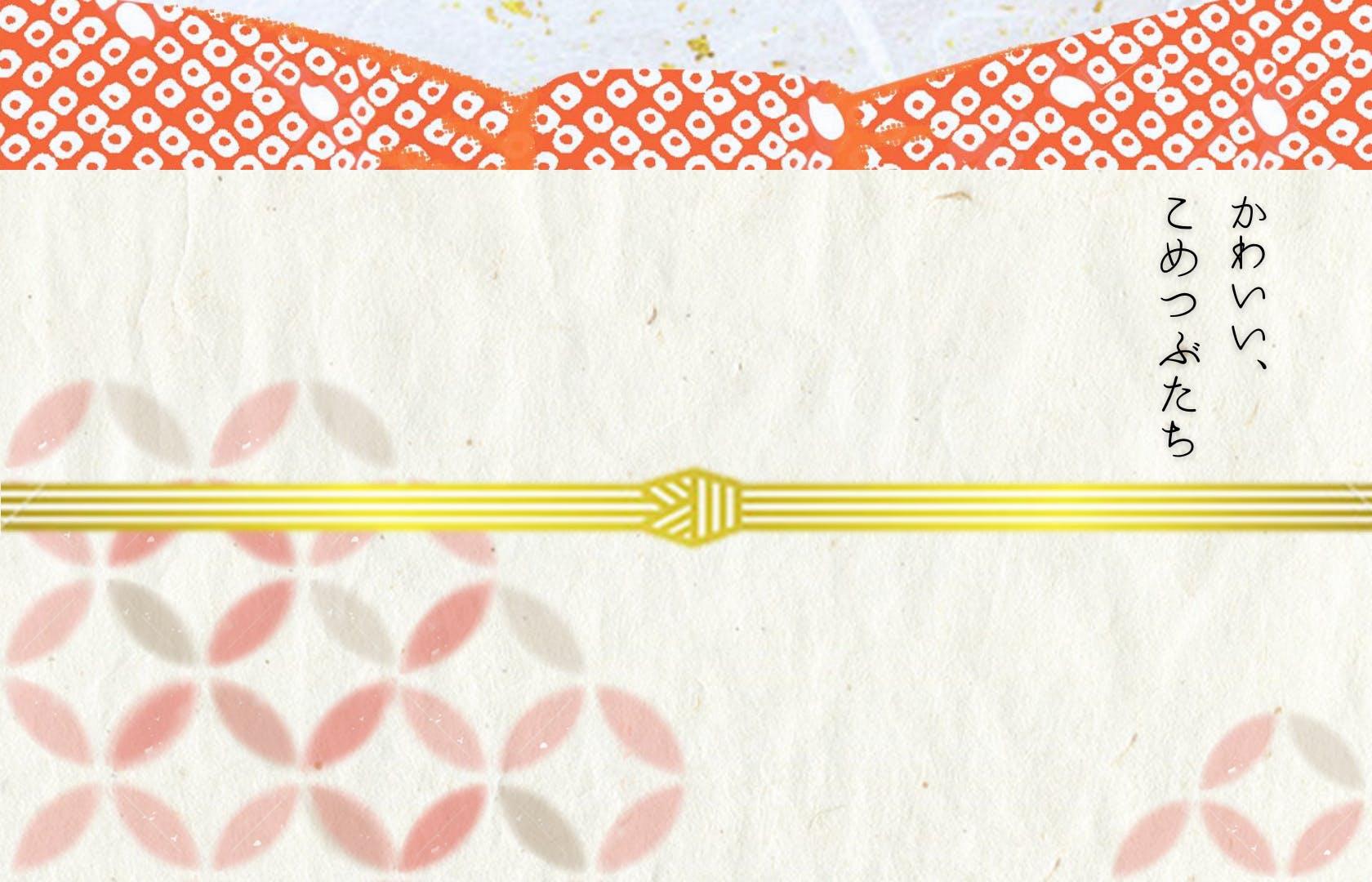
そうして出来上がったラベルデザインがこちらです!ラベルで帯を、首掛けで襟を表現し、Miss SAKEらしい振袖を着た女性をイメージしました。帯締めには金箔を使用し、高級感を演出します。よく見ると帯揚げには米粒が描かれています。
こちらのデザインをもとにラベルメーカーで最終調整を行っていただき、2月中旬に印刷された現物を受け取り、最終的な色味調整を行っていきます。

(デザインは変更される場合があります。)
最後に番外編です。
番外編1:分析
日本酒を理想の味に近づけるため、アルコール度数、日本酒度の分析を行います。アルコール度数はアルコール分析器に規定量のお酒を投入することで調べることができます。日本酒度はお酒の中の糖分を測定するもので、ボーメ計という特殊なはかりを使用して、液温15℃に設定して測定します。私の本職は品質管理の仕事なので、分析は大の得意!自ずと力が入ります。このように日々測定を行い、麹の投入量の調整や、発酵期間の調整をされているそうです。
番外編2:ラベル貼り
小売店などで販売するための酒粕用のラベル貼りを手伝わせてもらいました!大吟醸酒粕なので大吟醸シールも貼ります。このシール、いろんなところに貼りたくなっちゃいますね!


番外編3:美味しい昼食
お昼ご飯に内倉杜氏お手製のイノシシのお肉を使った生姜焼きとカレーを振舞っていただきました!岡山県内で採れたイノシシということで、新鮮で臭みは全くなく、やわらかくて美味しいお肉でした。

番外編4:お土産
お酒造りに行くたびに日本酒、大吟醸ケーキなどたくさんのお土産を頂いてしまいました!特に、巾着はポーチやバッグインバッグとしていろいろな場面で使わせていただきます。

改めて、このような貴重な機会を提供していただいた嘉美心酒造の皆様に、心から感謝申し上げます。コンセプトである、日本酒初心者に楽しんでもらえるお酒を目指して、引き続き愛情をこめて活動を続けていきます。引き続き皆様のご支援をよろしくお願いいたします。
それではまたお会いしましょう。
2023 Miss SAKE 岡山 中島咲希